

En la industria es indispensable el control de calidad luego del ciclo de producción en planta; por ello, la inspección en mecanizado de aluminio es un proceso fundamental que permite evaluar no sólo la calidad de los distintos procesos productivos (arranque de viruta, soldadura, tratamientos superficiales y térmicos, etcétera) sino también corregirlos cuando se detectan defectos estructurales o de mecanizado.
Inspección en mecanizado de aluminio: un proceso post-productivo indispensable
En general, durante el ciclo productivo se producen dos controles de calidad sobre la materia prima: uno, al ingresar esta a la fábrica, para descartar cualquier problema en el material en bruto; el segundo control se da luego de finalizar todos los procesos de producción en planta, cuando se toman de un lote piezas al azar y se las inspecciona en el laboratorio o la oficina técnica.
Los controles son variados y van en función de la carta de procesos; en aluminio suele haber inspección de soldadura, de roscado, de la rugosidad de las superficies (para determinar el correcto mecanizado por arranque de viruta) y, por supuesto, del ajuste de las medidas finales a las cotas especificadas en los planos correspondientes.
¿Qué se logra con la inspección en mecanizado de aluminio? Descartar cualquier problema que haya existido durante el proceso de producción determinando, a través de las sucesivas pruebas, qué proceso o procesos provocaron esos defectos.
Inspecciones visuales
Roscas
Perfil
Se utiliza a tal fin un proyector de perfiles, con el que se examinan las piezas para detectar cualquier desviación con respecto al perfil deseado. Esto es especialmente importante cuando las roscas son laminadas.

Proyector de perfiles
Medidas
Se utilizan galgas calibradas o, en su defecto, calibres pasa-no pasa. Si la rosca es lo suficientemente grande —y su perfil estandarizado— es posible también medirlas con un calibre Vernier.

Micrómetro
Medidas externas e internas
Es la inspección en mecanizado de aluminio más común. Se controlan las medidas de las piezas utilizando calibres, tanto Vernier (pie de rey) como Palmer (o micrómetro). Por lo general las tolerancias en piezas mecanizadas en aluminio se expresan en décimas de milímetro, aunque pueden llegar a requerir una precisión mayor, del orden de las centésimas.
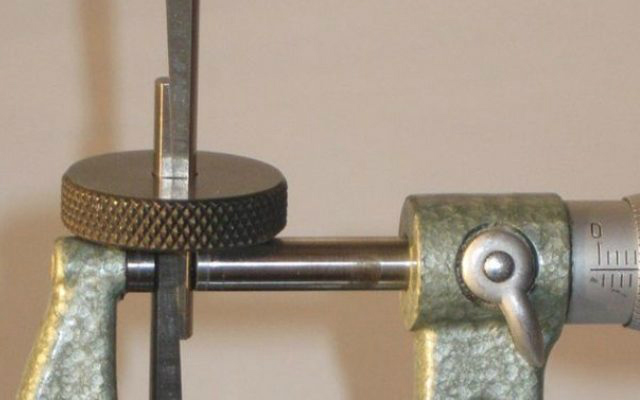
Medición indirecta del agujero de una pieza moleteada. Créditos: Wikimedia.
Tratamientos superficiales
Pulido
Este terminación es estándar y, por ende, la más solicitada en inspección en mecanizado de aluminio con respecto a la terminación de superficies. Consiste en rayar finamente la superficie de las piezas hasta lograr la rugosidad deseada; ésta puede ir desde una terminación basta (con crestas separadas entre sí hasta por unas pocas centésimas de milímetro) hasta un pulido espejo (con crestas indistinguibles a la vista y al tacto).
Luego del pulido se suele tratar la superficie de las piezas con anodizado, para evitar la formación de una capa de óxido natural, que a veces es indeseable.
La inspección se realiza en forma visual, con microscopios digitales o bien con proyectores de perfiles, los cuales permiten determinar en forma científica la distancia entre cresta y cresta, para chequear que la rugosidad esté de acuerdo al plano provisto.
Anodizado
Es la pasivación de la superficie externa de cualquier pieza de aluminio. Se trata de una fina capa de óxido de este material, que puede o no contener pigmentos para darle color.
Se genera mediante un proceso de electrólisis, en el cual las piezas a anodizar se sumergen en una cuba de limpieza y luego en otra con una solución electrolítica que contiene, opcionalmente, pigmentos de distintos colores.
Es un proceso que permite proteger la pieza contra la corrosión y brindarle un acabado más estético que el óxido de aluminio natural. Como ejemplo, se suelen anodizar las piezas de aluminio destinadas a montañismo, camping y juegos de mesa premium.
La inspección de este proceso se realiza mediante comparación visual con tarjetas coloreadas (similarmente a la inspección realizada en la industria gráfica, con tarjetas Pantone). Se verifica también la homogeneidad del tratamiento, y la correcta adhesión de la capa de óxido mediante un paño, para descartar cualquier decoloración.

Anodizado
Arenado
Este tratamiento consiste en atacar la superficie de las piezas terminadas con un chorro de finas partículas vítreas; al golpear la pieza dejan una minúscula indentación, que le otorga a la superficie un acabado mate rugoso.
La inspección se realiza en forma visual para corroborar que no haya quedado superficie sin tratar. Se puede controlar metrológicamente mediante microscopio digital.
Dureza
Para tal efecto se utiliza un instrumento llamado durómetro y se adopta la escala Rockwell B (para poder comparar con mayor facilidad el resultado con los de otros metales más duros, como aceros o titanios).
Es de notar que, debido a la naturaleza de esta inspección, se la considera destructiva, aunque a la pieza sólo se le practica una indentación con las bolillas o la punta de diamante.

Durómetro
Soldadura
Un párrafo aparte merece la soldadura en la inspección en mecanizado de aluminio: es un proceso que, de no realizarse apropiadamente, puede introducir defectos mecánicos y térmicos en la pieza, tales como porosidades, puntos estructuralmente débiles, fisuras o tensiones residuales.
La parte visual de la inspección de la soldadura se realiza mediante calibre Vernier, para medir las dimensiones de la costura —aunque esto suele realizarse de un modo puramente ocular cuando el inspector es un técnico experto— y determinar —uniendo esta información con la inspección del aspecto de dicha costura— si los parámetros de soldadura fueron correctos o no.

Soldadura
Inspecciones no visuales
Se trata de diversos mecanismos de inspección de mecanizado en aluminio que, por su naturaleza, no pueden hacerse visualmente: inspección de fisuras y tensiones internas, transiciones dúctiles a frágiles y defectos debido a una colada o soldadura defectuosa.
La detección de imperfecciones metalográficas tales como fisuras, burbujas y transiciones de fase se pueden lograr con nuevos instrumentos de diagnóstico por ultrasonido, aunque es posible que dichos instrumentos no estén todavía disponibles al público en general.
La medición de tensiones internas (un defecto común en piezas de aluminio coladas o soldadas) se puede realizar mediante técnicas de difracción de rayox X o bien por una técnica más moderna —también no destructiva— de ultrasonido.
Otras inspecciones destructivas
Existen ensayos destructivos que pueden brindar información sobre la materia prima más que sobre la pieza terminada: son los ensayos de tracción, compresión, flexión, torsión y de corte, realizados en un laboratorio de ensayo de materiales y están destinados a determinar la calidad del lote de la materia prima.

Laboratorio de ensayo de materiales
Para llevarlos a cabo se fabrican probetas de dimensiones normalizadas, con el mismo lote de materia prima que se utilizará para fabricar las piezas; estas probetas se ensayan mediante distintas técnicas (como péndulo de Charpy, ensayo de tracción y compresión para determinar la ductilidad y la tenacidad del material, etcétera). Si superan todas estos ensayos, la materia prima queda aprobada para pasar a producción.














{kind=link}
Un Comentario
Total Planning
Muy buen artículo sobre el mecanizado de piezas de aluminio