
El mecanizado de piezas por abrasión es uno de los tres procesos que eliminan material de una pieza a fin de darle forma y modelarla de acuerdo a su aplicación posterior. Se diferencia de los otros procesos de mecanizado porque la remoción de material es relativamente pequeña, por lo que se trata más bien de un proceso de acabado de piezas y la herramienta que se emplea para ello es una muela abrasiva, constituida por granos de cuarzo, carburo de silicio, carborundum o corindón y un aglutinante.
En nuestro artículo sobre la máquina de lapidar mencionamos que el mecanizado de piezas por abrasión comprende, a su vez, diversas técnicas, una de las cuales es el rectificado. Básicamente, el rectificado es una operación realizada en piezas que requieren medidas y tolerancias exigentes, ya sea dimensionales (diametral, longitudinal o angular), geométricas (concentricidad, paralelismo, perpendicularidad, etc.) o de acabado superficial (rugosidad, dirección del rayado, etc.).
Las máquinas empleadas en el rectificado se conocen como rectificadoras y puesto que existen varios tipos distintos de rectificado la industria también cuenta con la correspondiente multiplicidad de rectificadoras. En este artículo vamos a citar únicamente los tipos principales.
1) Rectificadoras planas o de superficie
Estas máquinas son las que presentan el manejo más sencillo, ya que constan solamente de un carro longitudinal que otorga el movimiento de translación a la pieza y la muela, que imprime el movimiento de rotación. Se distinguen dos subtipos según la posición de la muela:
a) Rectificadoras frontales: la muela gira sobre un husillo vertical, trabaja plana contra la pieza y se desplaza con un movimiento rectilíneo. Se utilizan generalmente para la eliminación rápida del material, aunque algunas máquinas pueden lograr una elevada precisión.
b) Rectificadoras tangenciales: la muela gira sobre un husillo horizontal, trabaja de canto sobre la pieza y se desplaza con un movimiento circular y pendular. Se utilizan para trabajos de alta precisión en superficies planas sencillas, superficies abocinadas o inclinadas, ranuras, superficies planas próximas a hombros, superficies empotradas y perfiles.
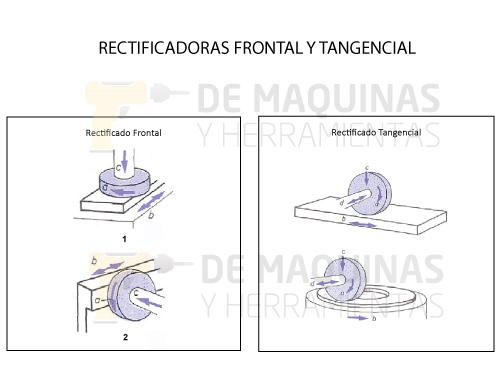
Rectificadoras-tagencial-y-frontal
Como lo implica su nombre, estas rectificadoras se emplean para piezas planas, generalmente mecanizadas en otras máquinas del taller, como tornos, fresadoras y limadoras. Las piezas fijan a la mesa mediante una placa de sujeción magnética y se pueden mover manual o mecánicamente bajo la muela abrasiva. La máquina está provista de una bomba interna y una red de tubos para la aplicación y recirculación automática de un líquido refrigerante para la pieza y la muela. La figura de abajo esquematiza las partes principales de una rectificadora tangencial.
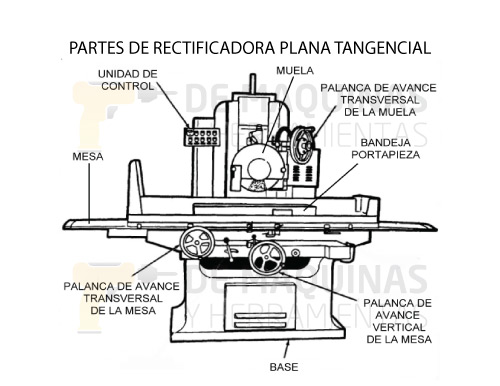
Partes-rectificadora-plana-tangencial
Las piezas mecanizadas con este tipo de rectificadoras son, por ejemplo, cojinetes, matrices, guías, placas, aros o segmentos de pistón, moldes, pines y perfiles para utillajes. Las dimensiones de las piezas pueden variar entre 40 cm y 6 metros de largo, y entre 70-80 cm y 1 metro de largo, lo que da una idea de las dimensiones y solidez de las máquinas.
2) Rectificadoras cilíndricas
La rectificadora cilíndrica puede funcionar de una variedad de formas, sin embargo, la pieza debe tener un eje central de rotación. Esto incluye pero no se limita a las formas tales como un cilindro, un cono, una elipse, una leva o un cigüeñal. También se distinguen varios subtipos:
a) Rectificadoras cilíndricas externas: el rectificado se realiza en la superficie externa de una pieza entre centros, los cuales permiten la rotación de la misma. A su vez, la muela también gira en la misma dirección cuando entra en contacto con la pieza, tal como muestra la siguiente figura.
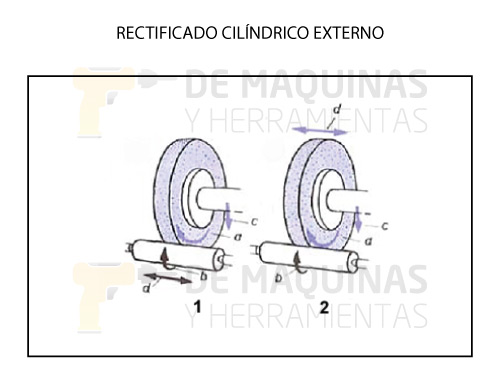
Rectificado-cilíndrico-externo
Donde: a) representa el movimiento de rotación de la muela; b) representa el movimiento de rotación la pieza; c) representa el avance en profundidad que determina el espesor de la viruta y d) representa el avance lateral, ya sea de la pieza (esquema 1) o de la muela (esquema 2).
b) Rectificadoras cilíndricas internas: el rectificado se realiza en el interior de una pieza. La muela abrasiva es siempre menor que el ancho de la pieza. Un anillo metálico sostiene a la pieza, imprimiéndole el movimiento, como indica la siguiente figura.
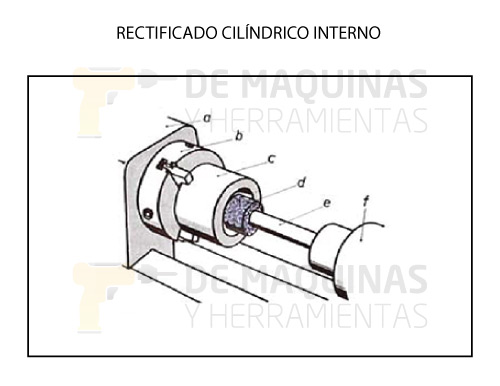
Rectificado-cilíndrico-interno
Donde: a) cabezal del husillo portapieza; b) anillo metálico de sujeción; c) pieza; d) muela; e) husillo portamuela; y f) cabezal del husillo portamuela.
c) Rectificadoras sin centros: este tipo de máquinas rectifican piezas cilíndricas de dimensiones pequeñas, como casquillos, bulones o pasadores. El mecanismo consta de dos muelas que giran en el mismo sentido, entre medio de las cuales se coloca la pieza, sin sujeción (por eso el mecanismo se denomina “sin centros”) que gira en sentido opuesto al de las muelas, impulsada por el movimiento de la muela de arrastre, que está inclinada un cierto ángulo de entre 1 y 5 grados, dependiendo de la dureza del material a rectificar y del diámetro de la pieza. La figura de abajo muestra un esquema del proceso.
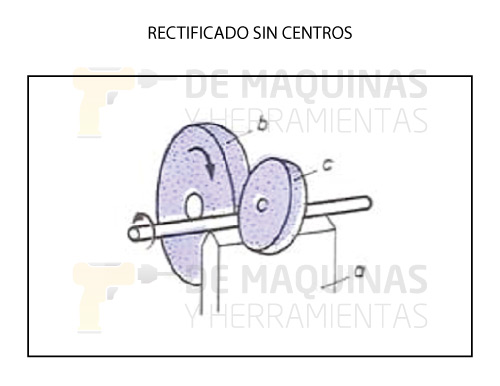
Rectificado-sin-centros
Donde: a) guía; b) muela; c) muela de arrastre y se observa la pieza cilíndrica entre ambas muelas.
3) Rectificadoras universales
Se trata de las máquinas que ofrecen mayor capacidad de trabajo, ya que mecanizan cuerpos de revolución. Con estas máquinas de gran robustez y envergadura se logra el rectificado tanto de exteriores como interiores de árboles de levas, cigüeñales, interiores de cilindros, conos, camisas y muchas otras piezas.
El carro longitudinal de la máquina proporciona el movimiento de traslación a las piezas en rotación a través de su avance y retorno automático provisto por un mecanismo hidráulico, mientras las muelas reciben el movimiento de rotación, opuesto al de la pieza. La dureza o las características de las piezas definen la velocidad de rotación del eje por medio de reguladores de velocidad. La figura de abajo esquematiza las partes principales de una rectificadora universal.
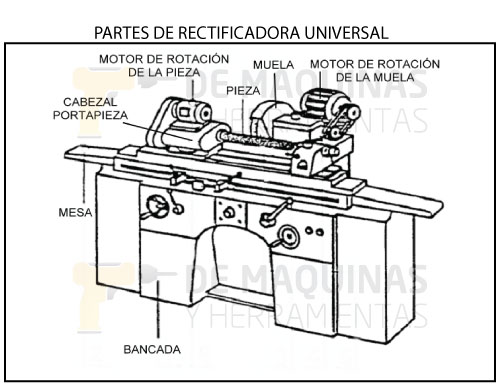
Partes-rectificadora-universal
4) Rectificadoras especiales
Para el rectificado de piezas con cierta geometría mecánica o que contienen orificios y que no pueden girar sobre sí mismas se utilizan máquinas especiales, cuyo tamaño es por lo general de pequeñas dimensiones y envergadura, que reciben el nombre de rectificadoras especiales. Poseen un husillo vertical (a veces denominado husillo planetario) cuya muela, además de girar, realiza una traslación circular. Estas máquinas se utilizan, por ejemplo, para rectificar una infinidad de piezas, tales como, entre otros, dientes de engranajes, perfiles, ruedas dentadas, roscas, cilindros de laminación, guías de bancada, pastillas de freno, estrías, fresas madre, rodamientos, radios, álabes de turbina y trenes de aterrizaje de aviones.
En lo que respecta a la principal herramienta de las rectificadoras, la muela, existe una variedad de muelas de diversas formas y tamaño de grano, todas normalizadas por estándares internacionales, cuyas características veremos en próximos artículos.
5) Rectificadoras con sistema de control CNC
Hoy en día, el avance tecnológico ha introducido en el mercado las rectificadoras con control CNC para todos los tipos vistos más arriba, las cuales reúnen una serie de ventajas con respecto a las convencionales, entre las que podemos mencionar:
- unificación de movimientos para el rectificado (superior, frontal e inferior) en una sola máquina
- total automatización, con mínima intervención del operario
- mayores dimensiones de la máquina, lo que posibilita rectificar piezas de gran tamaño
- sistemas de sujeción magnética de la pieza
- disponibilidad de diversas formas de bancadas o mesas de trabajo
- mejoramiento de los tiempos y la precisión del rectificado
- incoporación de servomores para cada eje, lo que permite un posicionamiento más preciso de la pieza
control automático del estado de las muelas - posibilidad de programar coordenadas cartesianas y establecer la distancia exacta de rectificado
- funcionamiento en un entorno cerrado, sin proyección externa de virutas, polvo o residuos

Rectificadoras-CNC














{kind=link}
27 Comentarios
JOSE
BUENAS ME GUSTA LA INFORMACION ME GUSTARIA SABER DONDE PUEDO COMPRAR ALGUNOS REPUESTOS PARA UNA MARCA TOS
Ernesto
quisiera saber el precio de una tangencial, yo tengo una frontal y me gustaria una tangencial por que el acabado es mejor para mi trabajo.
Elias
tengo una rectificadora sin centros herminghausen sr 100, para permutar con torno paralelo
Ricardo Chay Elias
Necesito piedras para rectificar diferentes tipos de hule. Para rectificado cilíndrico externo. Para utilizar en rectificadora y torno. Me gustaría que me complemente la información. De Guatemala. C. A.
Tino
como encontrar información de manejo y catalogo de piezas deltorno pidofat 25
carla
donde puedo conseguir una maquina rectificadora y ralladora soy de jalisco. y qe precio tienen me urge.!
Pingback: Discos para Herramientas Eléctricas | De Máquinas y Herramientas
Pingback: Mecanizado por Electroerosión | De Máquinas y Herramientas
cynthia
Esta muy completa la información, encontré todo lo que buscaba, GRACIAS. *u*
Cynthia
Esta muy completa la información, encontré todo lo que necesitaba, GRACIAS. *u*
Jairen
Gracias, ya pude hacer la tarea de clementains
yusvelis
hola, necesito los planos de la rectificadora plana brh 40b, donde lo puedo ubicar, necesito automatizar una como proyecto de graduacion. Ynpalaciosm@gmail.com
alberto82
Hola tengo rectificadora cnc y rectifico carburo de tungsteno tengo un problema con el acabado me deja una lineas por la zona de desbaste tengo una muela de grano fino para el acabado alguna sugerencia??
SALVADOR MEDRANO CANO
HOLA, ¿ TIENEN USTEDES EL DIAGRAMA ELÉCTRICO DE RECTIFICADORA TOS BRH-40B, Y CÓMO PUEDO ADQUIRIRLO ? GRACIAS
alejandro lopez
Necesito que se me asigne un ejecutivo de cuenta a quien le pueda mandar por email una hoja de requerimiento de varios productos para cotizar, favor de ponerse en contacto con un servidor para mandale la requisición tecnica.
Viridiana Galvan
Hola, en dónde puedo conseguir un manual de una rectificadora Tos tipo BPH-20 No. 402896 año 1974
Roberto
Necesito un Dresser donde lo puedo conseguir ??
Pingback: Tipos de limas | De Máquinas y Herramientas
ricardo vargas
REFACCIONES PARA RECTIFICADORA DE SUPERFICIE PLANA MARCA CHAVALIER MODELO FSG-2A618
juan carlos ibarra g
hola si alguien tiene una rectificadora plana comec rgc900 barata les agradeceria informacion gracias
Sandra Hernández
Hola . Yo máquino una rectificadora sin centros .Tengo un problema que no se que lo origina, rechina al momento del rectificado de mi pieza mi jefe cree que puede ser que el diamante que le da la forma a la pieza no esté haciendo el desbaste y por lo tanto la muela abrasiva este acercando de más a la base o acercándose de más a la rueda de arrastre. Me gustaría saber más de mi máquina sandy4hifan@hotmail.com gracias
Vale Laurella
Sandra! Mil disculpas de antemano, voy a enviarte un correo electrónico ya que necesito hacer un Rectificado de pieza templada en Rectificadora Tangencial con Morsa de Seno. Queria saber si tu empresa hace ese trbajo. Gracias!
Vale Laurella
Martín Jiménez
Hola buenas tardes ofrezco mis servicios en rectificado cilíndrico en calibradores pasa no pasa con tolerancias de +-.001micra.incluyrndo el carburo de tungsteno además en el rectificado de flechas válvulas elementos pistones acientos de baleros vástago y mucho más por desgaste con la aplicación de cromo duro estamos para servirte.saludis
Andres
Hola buenas tardes , la informacion esta bastante bien , pero me gustaria sabes de que libro salio esta informacion por que necesito esa info para una tesis, gracias
34 poniente 1307
hola compro manual de rectificadora plana marca vojus modelo 32.02
luis
compro manual de rectificadora plana vojus 32.02
manuel
hola yo tengo los perfiladores de que tipo quieres
proandmold@yahoo.com.mx
blanca
estoy buscando maquina rectificadora cilíndrica nueva, me pueden apoyar
Alain
¿Por qué algunas rectificadoras utilizan accionamientos hidráulicos en sus ejes
jose
Hola buenos días alguien me podría ayudar con alguna información sobre el rectificado para disco de frenos. necesito saber a que tipo de rectificación corresponde. ( plano, cilíndrico, de esferas.)
por favor desde ya se agradece.